Нормы сортировки доски - Производство профилированного бруса и погонажных изделий в Московской области - "КАРЕЛИЯ".
Главное меню:
Нормы сортировки.

1. Длины деталей устанавливают по спецификации с прирезкой под углом 90°.
2. Предельные отклонения от номинальных размеров деталей не должны быть более, мм:
По длине ± 3,0
По ширине ± 1,0
По толщине ± 1,0
3. Отклонение от перпендикулярности сторон деталей не должны быть более 1мм на участке длиной 100мм.
4. Отклонение от плоскостности (покоробленность) не должно быть более:
5. Для досок пола 3,0мм на 1м длины и 2мм по ширине
6. Для плинтусов, наличников, притворных планок и обшивок отклонение от плоскостности считают допустимым, если оно устраняется легким прижатием к ровной поверхности.
7. Отклонение от прямолинейности любой кромки детали по длине на 1 м длины не должно быть более:
Для деталей шириной до 70мм - 3мм
Для деталей шириной более 70 мм - 6мм.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. Детали должны изготавливаться в соответствии с требованиями настоящих технических условий, по технологической документации, утвержденной в установленном порядке.
2. Влажность древесины деталей должна быть 12 + 2%.
3. Детали могут быть изготовлены цельными или клееными по длине на зубчатый шип.
4. При склеивании заготовок используется клей не содержащий формальдегид, класса водостойкости D3.
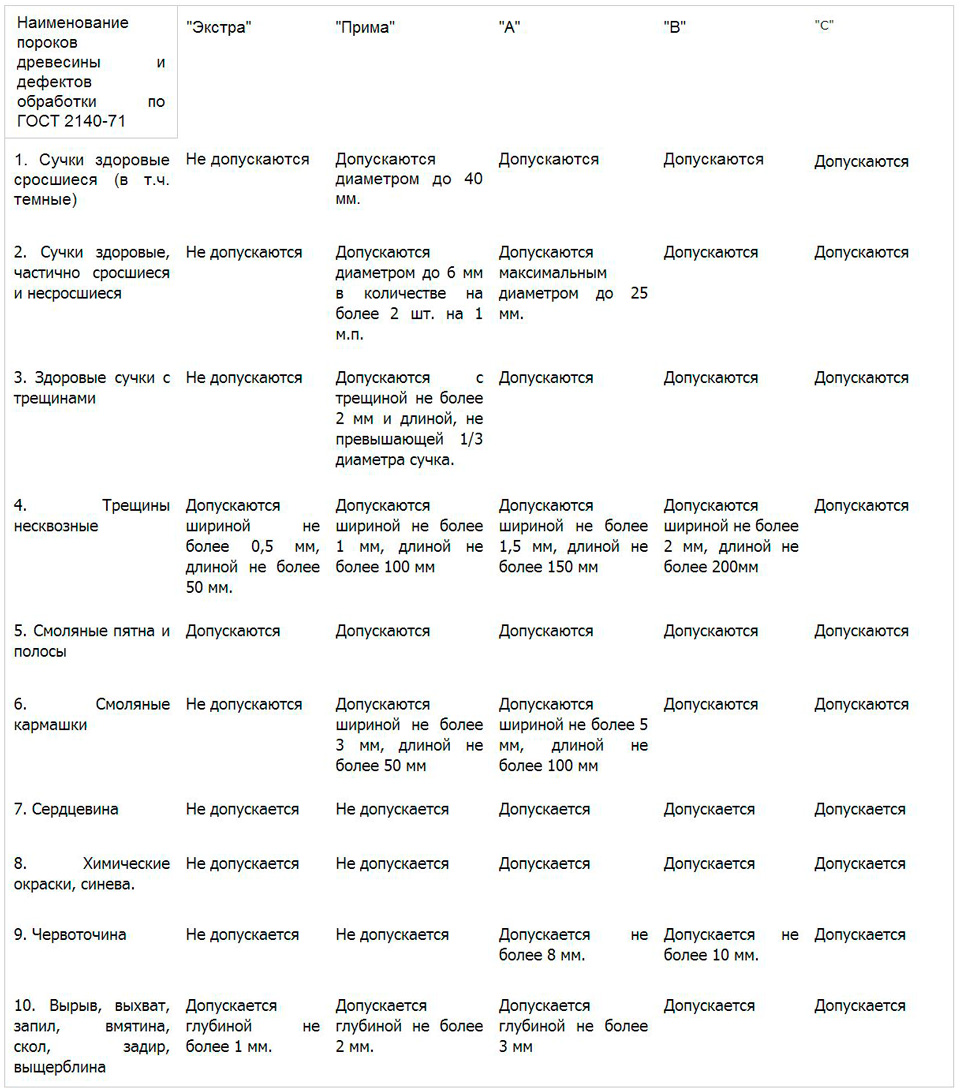
5. В древесине деталей не допускаются пороки, превышающие нормы, указанные в таблице:
НАИМЕНОВАНИЕ ПОРОКОВ ДРЕВЕСИНЫ И ДЕФЕКТОВ ОБРАБОТКИ ПО ГОСТ 2140-71:
Лицевыми являются поверхности видимые при эксплуатации.
ПРАВИЛА ПРИЕМКИ
1. Детали принимают партиями. Партией считают число деталей одной марки, сечения, вида прирезки, оформленные одним документом о качестве.
2. Приемочный контроль состоит в проверки каждой детали на соответствие требованиям настоящих технических условий.
3. Прочность клеевых соединений проверяют не реже одного раза в квартал и при получении каждой новой партии клея.
МЕТОДЫ КОНТРОЛЯ
1. Длину, ширину, толщину деталей измеряют металлическими линейками по ГОСТ 427, металлическими рулетками по ГОСТ 7502, предельными калибрами по ГОСТ 15876, штангенциркулями по ГОСТ 166, штангенглубиномерами по ГОСТ 162-80. Ширину и толщину измеряют по торцам и посередине длины деталей.
2. Породу древесины определяют визуально. Пороки древесины и обработки оценивают и измеряют по ГОСТ 2140. Размер сучка определяют по наименьшему диаметру разреза сучка.
3. Влажность древесины деталей определяют по ГОСТ 16588.
4. Прочность клеевого соединения на скалывания вдоль волокон определяют по ГОСТ 15613.1.
5. Прочность зубчатого клеевого соединения при статическом изгибе определяют по ГОСТ 15613.4.
УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
1. Детали должны быть упакованы в транспортные пакеты и пачки. По требованию потребителя детали допускается не упаковывать.
2. Масса и конструкция транспортного пакета определяются в зависимости от вида и технических характеристик погрузочно-разгрузочных средств.
3. Пачки должны быть сформированы из деталей одной марки, сечения и длины (для прирезанных в размер деталей). Длина не прирезанных деталей в каждой пачке должна отличаться от средней длины деталей в пачке не более чем на 0,5 м. При формировании пачек один из торцов должен быть выровнен; детали длиной до 2,5 м должны быть увязаны не менее чем в двух местах, свыше 2,5 м- в трех местах. Упаковка должна обеспечивать плотность и сохранность деталей во время погрузки, транспортировки и разгрузке.
4. Детали транспортируют в горизонтальном положении всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
5. При транспортировании, разгрузке и хранении должна быть обеспечена сохранность деталей (защита от механических повреждений, увлажнения, загрязнения). Условия хранения должны обеспечивать нормированную влажность древесины деталей.